Производство рессор
Производство рессорной продукции
Группа компаний Урал Спринг производит широкий спектр рессорной продукции, соответствующую стандартам OEM производителей. Грузовые характеристики в сочетании с высокой точностью изготовления обеспечивают лучшие эксплуатационные характеристики.
Входной контроль сырья.
Качество производимой продукции пружин и рессор обеспечивает прежде всего контроль входного сырья:
Поступающий на склад металлопрокат, проходит тщательный входной контроль: контролируются химический состав, механические характеристики, металлографический анализ стали каждой партии. В производство поступает сырье соответствующего требованиям стандарта. Качественный металлопрокат, поступив в производство, проходит операцию мерной резки на автоматическом комплексе.
«Товарный запас» сырья.
Поддержание оптимального запаса сырья позволяет гибко реагировать на запросы потребителя.
Качество производимой продукции пружин и рессор обеспечивает прежде всего контроль входного сырья:
Поступающий на склад металлопрокат, проходит тщательный входной контроль: контролируются химический состав, механические характеристики, металлографический анализ стали каждой партии. В производство поступает сырье соответствующего требованиям стандарта. Качественный металлопрокат, поступив в производство, проходит операцию мерной резки на автоматическом комплексе.
«Товарный запас» сырья.
Поддержание оптимального запаса сырья позволяет гибко реагировать на запросы потребителя.

Производство рессорной продукции.
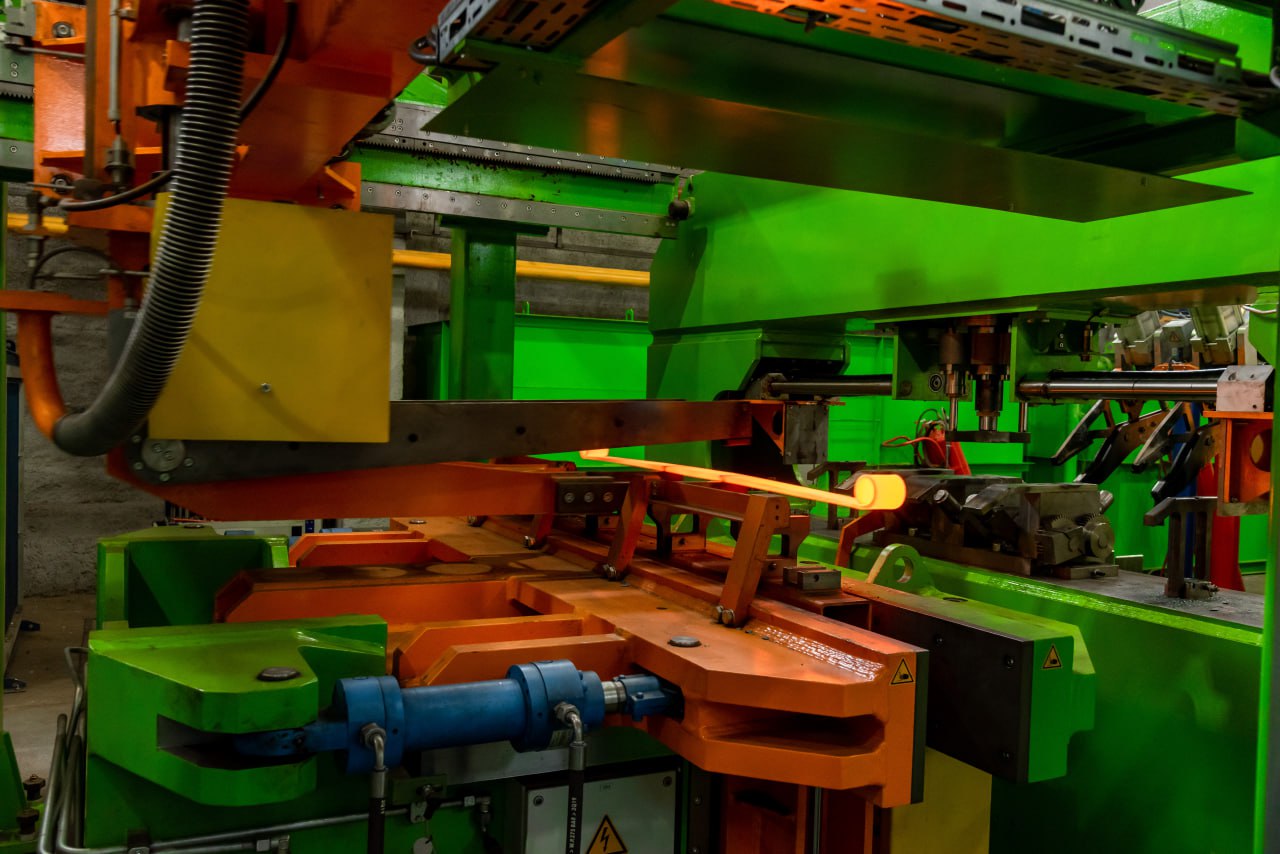
Заготовительные операции включают в себя: резку, штамповочные операции, операции сверления, параболический прокат, завивка ушков.
Термическая обработка.
Рессорный лист проходит термомеханическую обработку, включающую в себя: нагрев до аустенитного состояния, гибка листа на радиус, закалка в масле, отпуск.
Упрочнение поверхности дробью.
При помощи дробенаклепа производится упрочнение поверхностного слоя рессорных листов, очистка от окалины и подготовка поверхности к дальнейшему нанесению слоя цинк-фосфата и катафорезного покрытия.
Заготовительные операции включают в себя: резку, штамповочные операции, операции сверления, параболический прокат, завивка ушков.
Термическая обработка.
Рессорный лист проходит термомеханическую обработку, включающую в себя: нагрев до аустенитного состояния, гибка листа на радиус, закалка в масле, отпуск.
Упрочнение поверхности дробью.
При помощи дробенаклепа производится упрочнение поверхностного слоя рессорных листов, очистка от окалины и подготовка поверхности к дальнейшему нанесению слоя цинк-фосфата и катафорезного покрытия.
Катафорезное окрашивание
включает в себя: подготовку поверхности обезжиривающими и промывными растворами, активацию поверхности и нанесение слоя цинк- фосфата. Далее нанесение катафорезного грунта, промывка и сушка.
Сборка рессоры
Рессоры проходят операцию сборки и комплектации комплектующими изделиями с последующей маркировкой.
включает в себя: подготовку поверхности обезжиривающими и промывными растворами, активацию поверхности и нанесение слоя цинк- фосфата. Далее нанесение катафорезного грунта, промывка и сушка.
Сборка рессоры
Рессоры проходят операцию сборки и комплектации комплектующими изделиями с последующей маркировкой.


Этап обжатия
производится технологическое обжатие и контроль грузовых характеристик на автоматизированном прессе контроля и осадки.
Испытание
Готовые рессоры проходят проверку и испытания согласно конструкторской документации, и ГОСТ. Каждая партия рессор проходит тщательный контроль всех характеристик. Одно из самых важных качеств рессоры – циклическая долговечность и стойкость в камере соляного тумана.
производится технологическое обжатие и контроль грузовых характеристик на автоматизированном прессе контроля и осадки.
Испытание
Готовые рессоры проходят проверку и испытания согласно конструкторской документации, и ГОСТ. Каждая партия рессор проходит тщательный контроль всех характеристик. Одно из самых важных качеств рессоры – циклическая долговечность и стойкость в камере соляного тумана.